Attention
96 cavity starts with feasibility, not price
The buyer should not ask only for a fast 96 cavity price. The first decision is whether the project has enough demand, machine support and supplier capability for high-cavity tooling.
96 cavity feasibility review
A 96 cavity PET preform mold should be treated as a feasibility-driven project. It can be valuable for high-output production, but only after machine, factory capability and trial requirements are reviewed.
Review
Cavity
Review
Neck finish
Review
Hot runner
Review
Machine fit
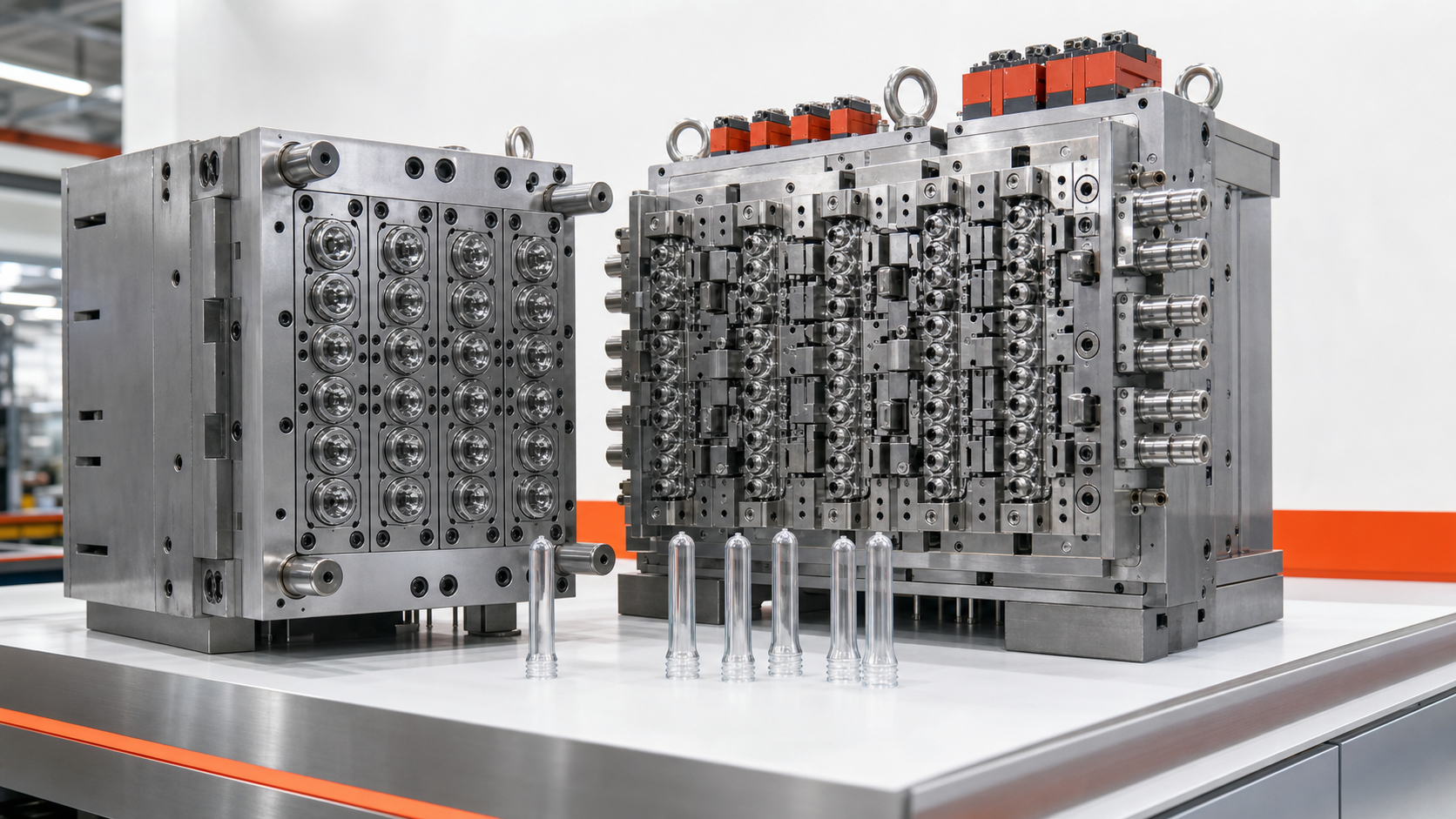
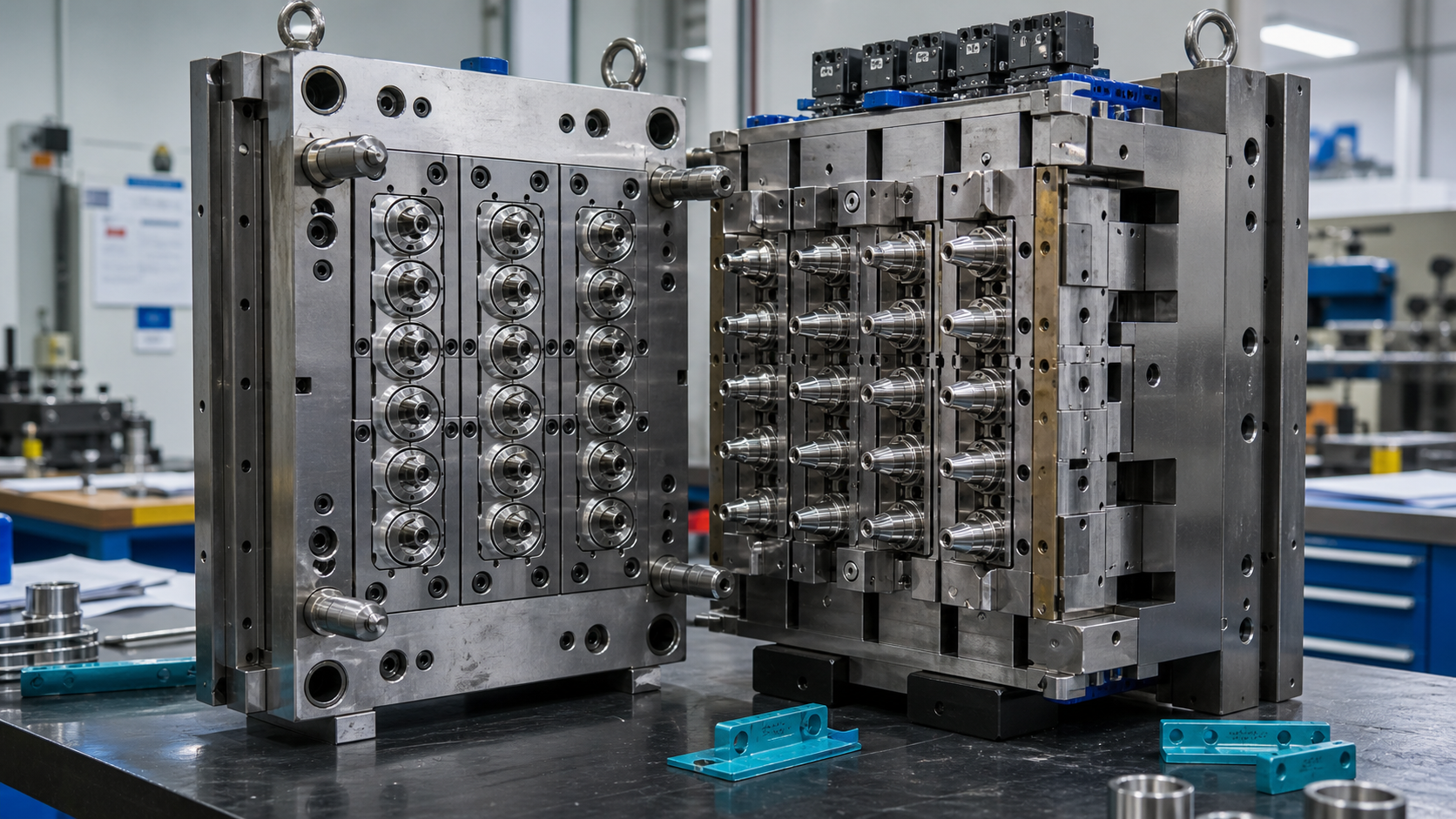
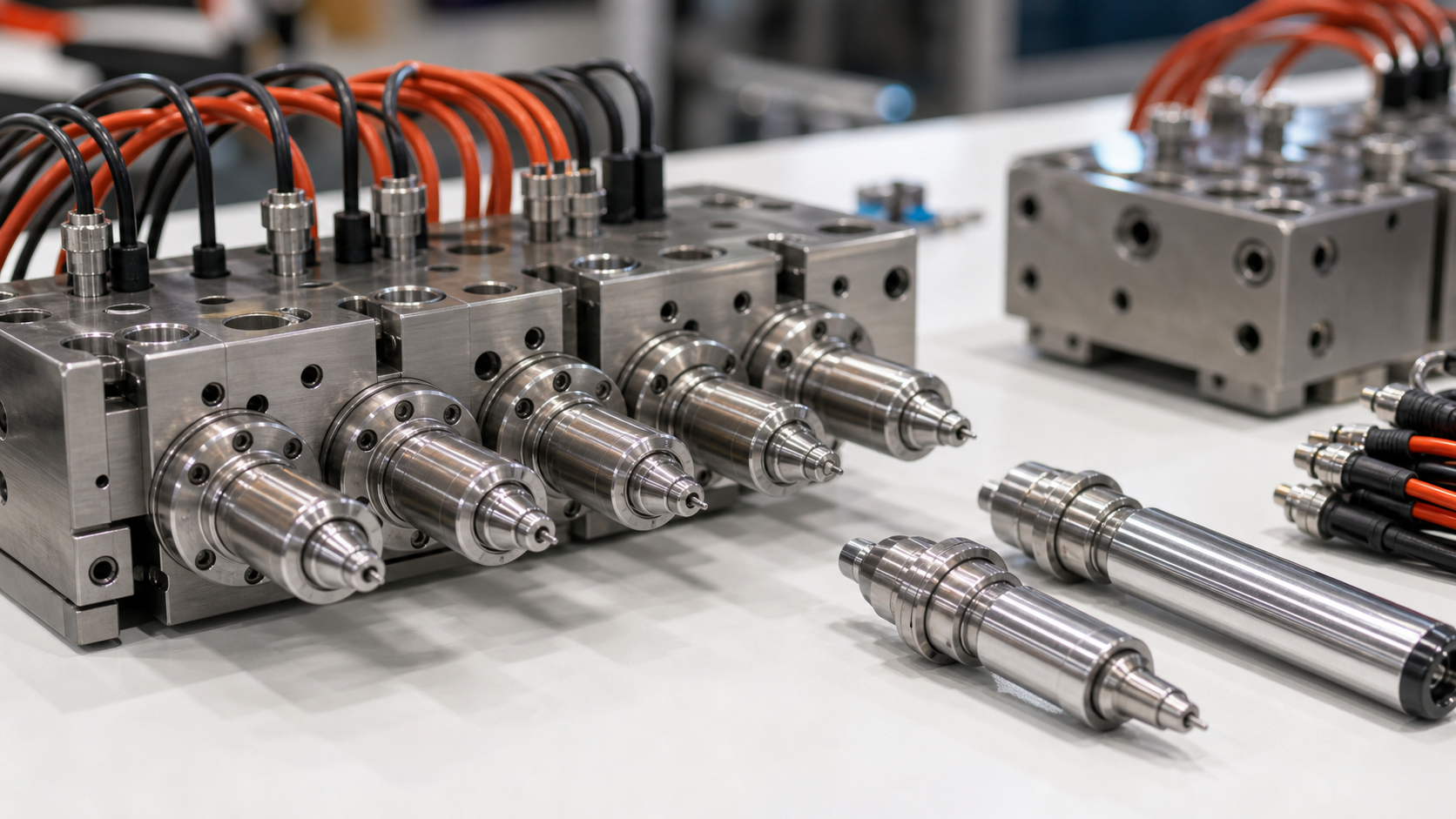
Project photos


Specification
| Best fit | Large-volume production where demand, machine capacity and operator capability are already clear |
|---|---|
| Buyer decision | Decide whether 96 cavity is technically and commercially justified versus 72 cavity or a staged investment |
| Critical review | Machine platform, mold weight, cooling, hot runner balance, maintenance plan, spare parts and trial acceptance |
| Not ideal when | The buyer has no machine data, no stable output forecast or no team to maintain high-cavity tooling |
Cavity selection
| Cavity | Project Fit | Review Point |
|---|---|---|
| 24 | Medium output | Lower initial investment and simpler project control |
| 32 | Common production | Water and beverage projects with balanced budget |
| 48 | Higher output | Hot runner balance and machine fit become more important |
| 64 | High output | Cooling, shot weight and cycle target need careful review |
| 72 | High capacity | Strong fit review for machine, runner and maintenance |
| 96/144 | Feasibility review | Use after output, machine and factory review are confirmed |
Decision points
Attention
The buyer should not ask only for a fast 96 cavity price. The first decision is whether the project has enough demand, machine support and supplier capability for high-cavity tooling.
Interest
Hot runner imbalance, cooling differences, mold alignment, gate quality and maintenance access become more important as cavitation increases. These points should be visible in the quote scope.
Desire
The advantage is high output. The benefit is lower production bottleneck when the buyer already has volume. The project becomes risky when the buyer is still testing the market or the machine fit is unknown.
Action
Send full machine specifications, target output, preform drawing, weight, neck finish, cooling and hot runner requirements, trial acceptance standard and any current production data.
Supply process
Step 1
Drawing, cavity, neck finish, weight and machine data.
Step 2
Prepare project data for mold quotation and capability matching.
Step 3
Compare scope, steel, hot runner, spare parts and trial terms.
Step 4
Production progress, inspection coordination and export communication.
Related pages
Cavity
72 cavity pet preform mold
View pageCavity
144 cavity pet preform mold
View pageTechnical
pet preform mold machine compatibility
View pageCore
pet preform mold quotation
View pageRFQ
Best information to include
FAQ
Usually only if the demand, machine and maintenance capability are already clear. New or uncertain projects may be safer with 48, 64 or 72 cavity options.
Ask for high-cavity mold photos where available, trial terms, hot runner scope, spare parts list, inspection plan and supplier experience with similar cavity ranges.
Please send the preform drawing if available, cavity number, preform weight, neck finish, bottle application, injection machine model, target output and destination country. If you do not have all details, send what you have and we will help clarify the missing points.