Compare cavity options
A 72-cavity mold is not automatically better than a 48-cavity mold. The right choice depends on machine capacity, output target, preform size, maintenance capability and investment level.
Cavity selection
Cavity number should match target output, injection machine capability, preform weight, neck finish, budget and growth plan. This page helps buyers choose before requesting quotation.
Review
Cavity
Review
Neck finish
Review
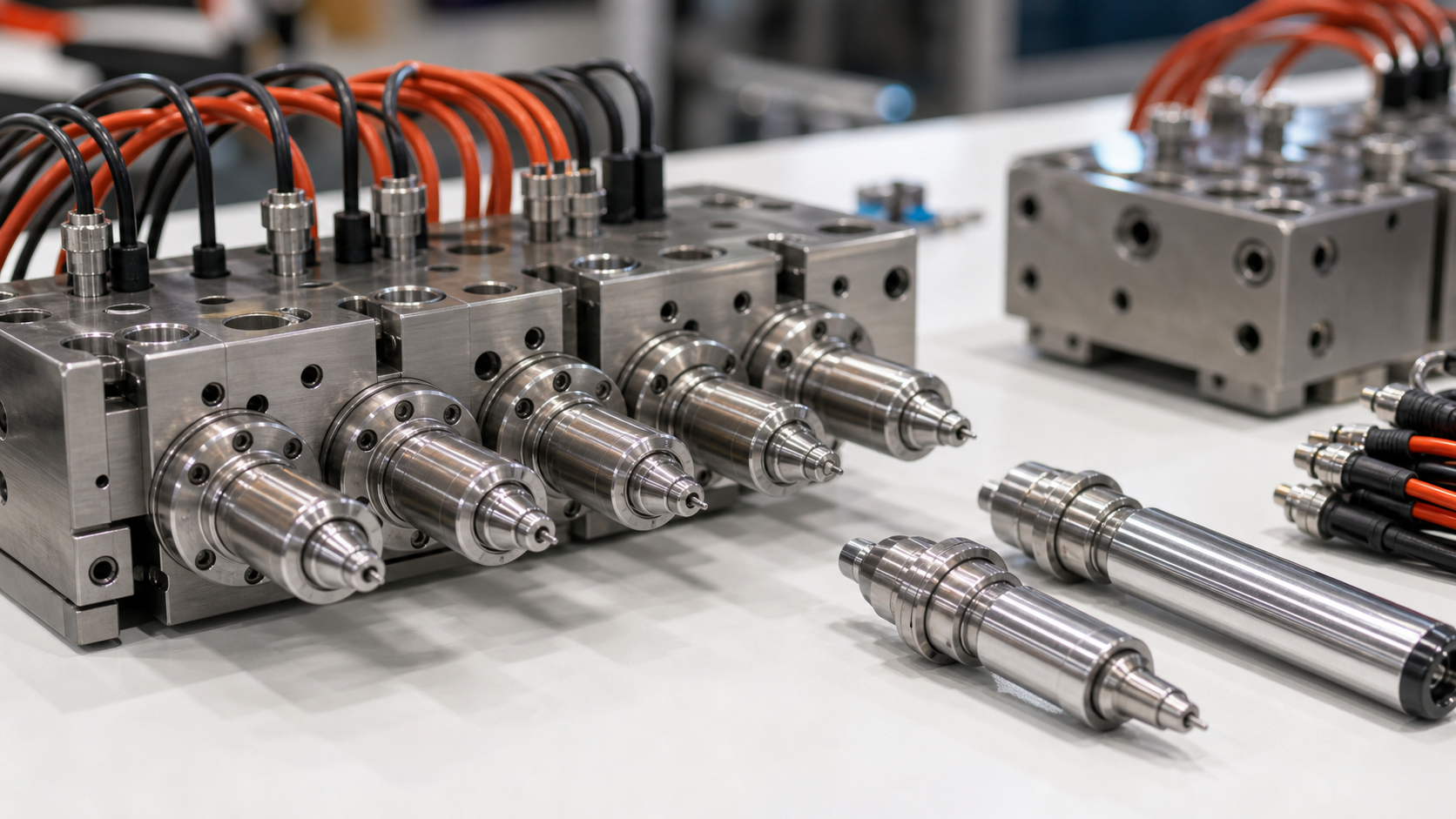
Hot runner
Review
Machine fit
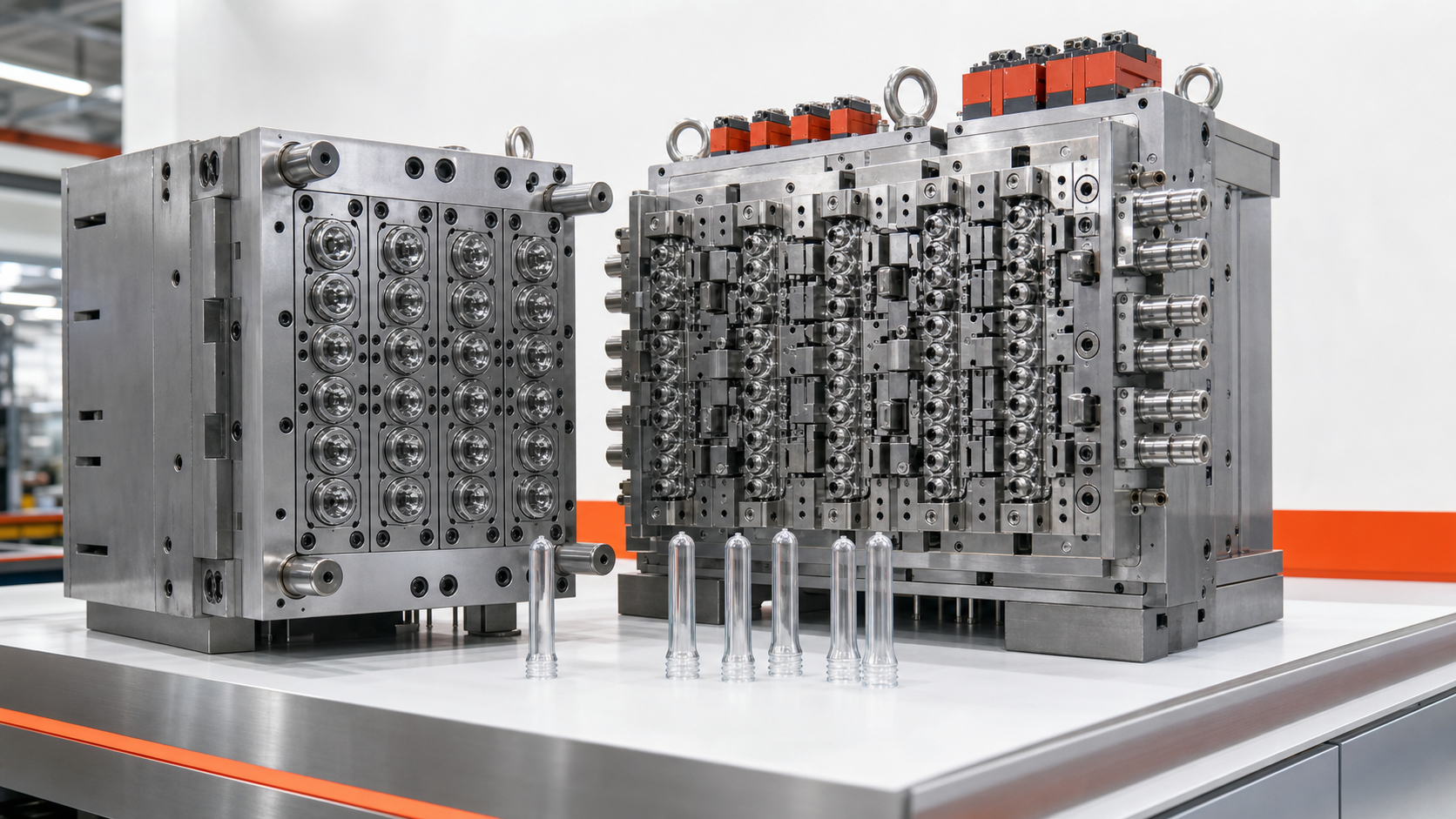
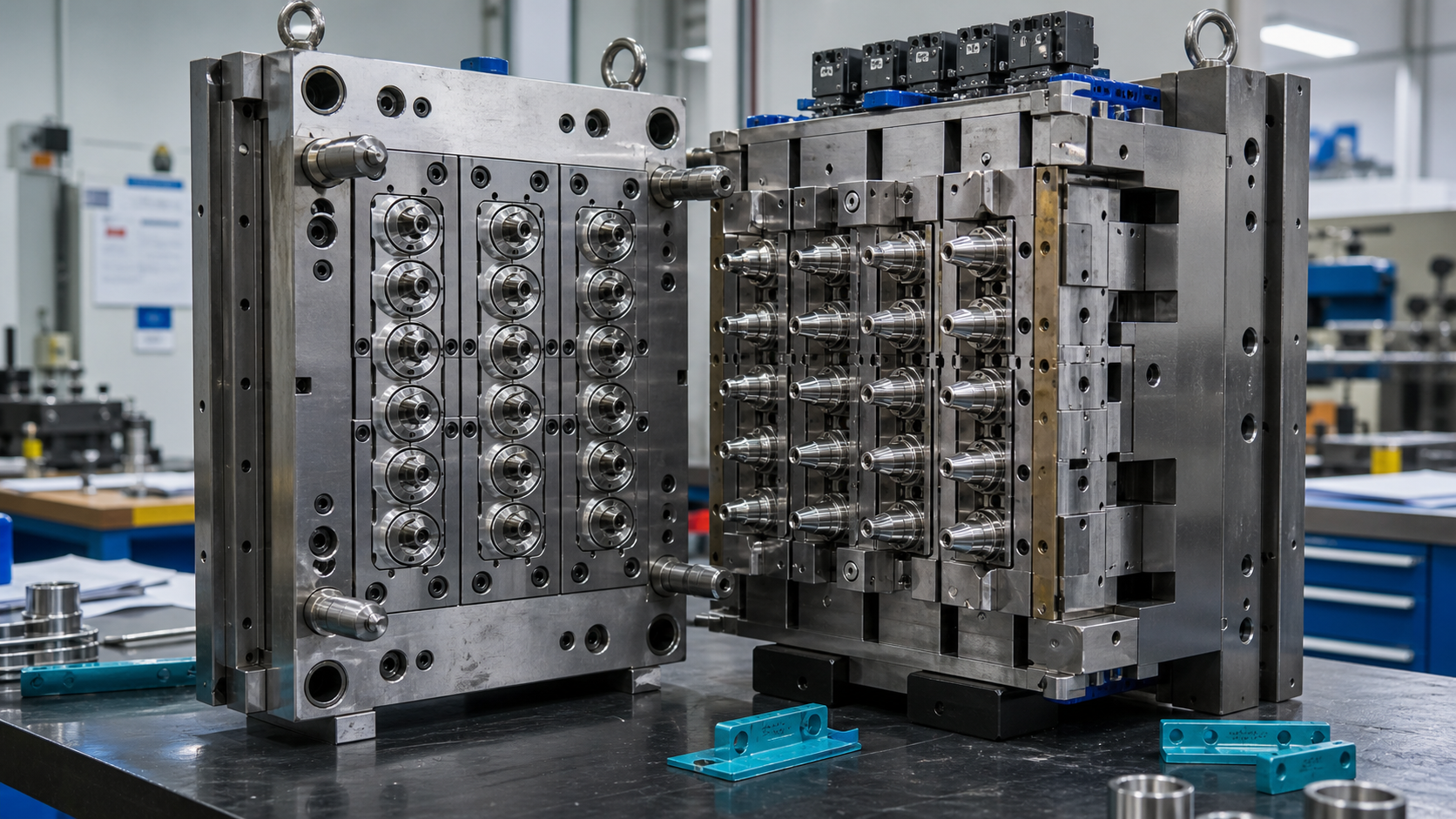
Project photos


Specification
| Common range | 24, 32, 48, 64, 72 cavity PET preform molds |
|---|---|
| High-output review | 96 and 144 cavity projects require machine and supplier feasibility review |
| Selection inputs | Bottles/hour, machine model, preform weight, neck finish, budget and production growth plan |
Cavity selection
| Cavity | Project Fit | Review Point |
|---|---|---|
| 24 | Medium output | Lower initial investment and simpler project control |
| 32 | Common production | Water and beverage projects with balanced budget |
| 48 | Higher output | Hot runner balance and machine fit become more important |
| 64 | High output | Cooling, shot weight and cycle target need careful review |
| 72 | High capacity | Strong fit review for machine, runner and maintenance |
| 96/144 | Feasibility review | Use after output, machine and factory review are confirmed |
Decision points
A 72-cavity mold is not automatically better than a 48-cavity mold. The right choice depends on machine capacity, output target, preform size, maintenance capability and investment level.
24 and 32 cavity molds are often used for medium-output projects. 48, 64 and 72 cavity molds suit higher-output projects. 96 and 144 cavity molds should be treated as feasibility-driven projects.
Before quoting cavity number, the mold maker needs injection machine model and fit data. Without this, the quote can be technically wrong even if the price looks attractive.
Supply process
Step 1
Drawing, cavity, neck finish, weight and machine data.
Step 2
Prepare project data for mold quotation and capability matching.
Step 3
Compare scope, steel, hot runner, spare parts and trial terms.
Step 4
Production progress, inspection coordination and export communication.
Related pages
Cavity
24 cavity pet preform mold
View pageCavity
32 cavity pet preform mold
View pageCavity
48 cavity pet preform mold
View pageCavity
64 cavity pet preform mold
View pageCavity
72 cavity pet preform mold
View pageCore
pet preform mold quotation
View pageRFQ
Best information to include
FAQ
It depends on target output, machine model, preform weight, neck finish and budget. Send your target output and machine data for a recommendation.
Only when output, machine capacity, factory capability and maintenance plan support a high-cavity project. These should be reviewed carefully.
Please send the preform drawing if available, cavity number, preform weight, neck finish, bottle application, injection machine model, target output and destination country. If you do not have all details, send what you have and we will help clarify the missing points.